Máy xung điện định hình - Máy xung các cỡ
Trang 1 trong tổng số 1 trang • Share

Máy xung điện định hình - Máy xung các cỡ
by caonguyennui86 12/10/2022, 16:44
Máy xung điện định hình - Máy xung các cỡ
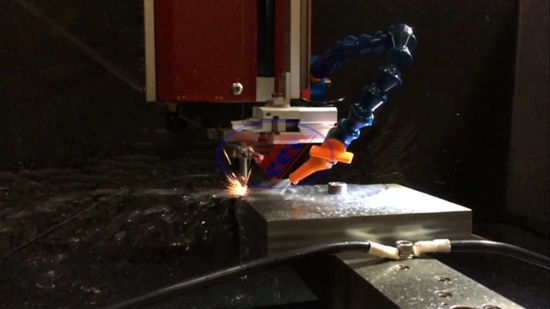
cách gia công tia lửa điện (Electric Discharge Machining – EDM) được lớn mạnh vào 5 1943 ở Liên Xô bởi 2 vợ chồng người Nga ở trường Đại học Moscow là Giáo sư – tấn sĩ Boris Lazarenko và tiến sĩ Natalya Lazarenko. cho tới hiện tại, phương pháp gia công này đã được phổ biến rộng rãi khắp đến trên thế giới. Nguyên tắc của bí quyết là bắn phá chi tiết để tách nguyên liệu bằng nguồn năng lượng nhiệt cực kỳ to được sinh ra khi cho hai điện cực tiến gần nhau. nguyên lý hoạt động máy xung điện Trong hai điện cực này, một đóng vai trò là dao và 1 đóng vai trò là phôi trong công đoạn gia công.
Trong thập niên 1960 đã sở hữu đa dạng nghiên cứu sâu rộng về gia công EDM và đã giải quyết được nhiều vấn đề can hệ nơi mô hình tính toán quá trình gia công EDM. Trong thập niên 1970 đã xảy ra cuộc cách mạng về gia công trên máy cắt dây EDM nhờ vào việc lớn mạnh những máy phát xung hiệu suất lớn, các loại dây cắt và các phương pháp sục chất điện môi hữu hiệu. hiện nay, những máy EDM đã được kiểu dáng khá hoàn chỉnh và thời kỳ gia công được điều khiển theo chương trình số.
Ưu nhược điểm
điểm cộng
– Dung sai với thể đạt dưới 1µm (0.001)
– Gia công được các vật liệu với độ cứng tùy ý (ngay cả hợp kim Tungsten Carbide – Stellite – Hastelloy – Nitralloy – Waspaloy – Nimonic – Inconel)
– có thể gia công đa dạng biên dạng phức tạp và ko gây biến dạng các thành mỏng
– Gia công phóng điện là thời kỳ không tiếp xúc và ko công dụng lực, rất phù hợp để gia công các yếu tố dễ vỡ. máy xung edm Điều này phần đông bất khả thi đối có những bí quyết truyền thống
– Gia công các lỗ sở hữu tuyến phố kính siêu nhỏ, những lỗ sâu có tỉ số chiều dài trên đường kính to.
– Do có dầu trong vùng gia công nên bề mặt gia công được tôi trong dầu
Nhược điểm
– Phôi và điện cực đều là vật liệu dẫn điện
– Tốc độ gia công tốt. Phôi trước khi gia công EDM thường buộc phải qua giai đoạn thô trước.
– Nhiệt độ tại vùng làm việc cao bắt buộc với thể gây biến dạng nhiệt trong một đôi nếu.
cách gia công tia lửa điện (Electric Discharge Machining – EDM) được lớn mạnh vào 5 1943 ở Liên Xô bởi 2 vợ chồng người Nga ở trường Đại học Moscow là Giáo sư – tấn sĩ Boris Lazarenko và tiến sĩ Natalya Lazarenko. cho tới hiện tại, phương pháp gia công này đã được phổ biến rộng rãi khắp đến trên thế giới. Nguyên tắc của bí quyết là bắn phá chi tiết để tách nguyên liệu bằng nguồn năng lượng nhiệt cực kỳ to được sinh ra khi cho hai điện cực tiến gần nhau. nguyên lý hoạt động máy xung điện Trong hai điện cực này, một đóng vai trò là dao và 1 đóng vai trò là phôi trong công đoạn gia công.
Trong thập niên 1960 đã sở hữu đa dạng nghiên cứu sâu rộng về gia công EDM và đã giải quyết được nhiều vấn đề can hệ nơi mô hình tính toán quá trình gia công EDM. Trong thập niên 1970 đã xảy ra cuộc cách mạng về gia công trên máy cắt dây EDM nhờ vào việc lớn mạnh những máy phát xung hiệu suất lớn, các loại dây cắt và các phương pháp sục chất điện môi hữu hiệu. hiện nay, những máy EDM đã được kiểu dáng khá hoàn chỉnh và thời kỳ gia công được điều khiển theo chương trình số.
Ưu nhược điểm
điểm cộng
– Dung sai với thể đạt dưới 1µm (0.001)
– Gia công được các vật liệu với độ cứng tùy ý (ngay cả hợp kim Tungsten Carbide – Stellite – Hastelloy – Nitralloy – Waspaloy – Nimonic – Inconel)
– có thể gia công đa dạng biên dạng phức tạp và ko gây biến dạng các thành mỏng
– Gia công phóng điện là thời kỳ không tiếp xúc và ko công dụng lực, rất phù hợp để gia công các yếu tố dễ vỡ. máy xung edm Điều này phần đông bất khả thi đối có những bí quyết truyền thống
– Gia công các lỗ sở hữu tuyến phố kính siêu nhỏ, những lỗ sâu có tỉ số chiều dài trên đường kính to.
– Do có dầu trong vùng gia công nên bề mặt gia công được tôi trong dầu
Nhược điểm
– Phôi và điện cực đều là vật liệu dẫn điện
– Tốc độ gia công tốt. Phôi trước khi gia công EDM thường buộc phải qua giai đoạn thô trước.
– Nhiệt độ tại vùng làm việc cao bắt buộc với thể gây biến dạng nhiệt trong một đôi nếu.

caonguyennui86- Cấp 5

- Bài gửi : 878
Điểm : 5780
Like : 0
Tham gia : 02/04/2016
» Điện cực than chì, điện cực EDM, Graphite khuân mẫu, điện cực xung , vảy than chì
» Điện cực than chì, điện cực EDM, Graphite khuân mẫu, điện cực xung , vảy than chì
» Máy massage xung điện Dr Ho New
» Miếng dán xung điện
» Nguyên lý Máy xung điện EDM
» Điện cực than chì, điện cực EDM, Graphite khuân mẫu, điện cực xung , vảy than chì
» Máy massage xung điện Dr Ho New
» Miếng dán xung điện
» Nguyên lý Máy xung điện EDM
Trang 1 trong tổng số 1 trang
Permissions in this forum:
Bạn không có quyền trả lời bài viết